ULUSLARARASI NORMLAR: DIN, AISI VE ASTM NEDİR?
Çelik dünyasında kullanılan bu kısaltmalar, malzemenin hangi coğrafi ve teknik otoriteye göre üretildiğini belirler:

🌐 DIN (Deutsches Institut für Normung):
Alman Standartlar Enstitüsü. Avrupa'da "W.Nr" (Malzeme Numarası) sisteminin (örn: 1.7225) temelini oluşturur.

🌐 AISI (American Iron and Steel Institute):
Amerikan Demir ve Çelik Enstitüsü. 4 haneli kodlama (örn: 4140) ile çeliğin kimyasal içeriçini tanımlar.

🌐 ASTM (American Society for Testing and Materials):
Uluslararası malzeme testleri ve özelliklerini belirleyen dev otoritedir. Mert Çelik ırınlerinde özellikle ASTM A29 (Genel gereksinimler) ve ASTM A304 (Sertleşebilirlik) normları referans alınır.
A) ürün Standartları
1. DÖVME ÇELİKLER (EN 10250 Serisi)
Serbest dövme (Open Die Forging) yıntemiyle üretilen bu ürünler, haddeleme ile ulaşılamayan büyük kesitlerde homojen iç yapı sağlar.
- ı EN 10250-2 (Alaşımsız): C45, S355J2 gibi kaliteler. Orta derecede mukavemet gerektiren miller için.
- ı EN 10250-3 (Alaşımlı): 42CrMo4, 34CrNiMo6. Kesit kalınlııı arttıkça mekanik değerlerin korunması bu standartla garanti edilir.
2. ISLAH ÇELİKLERİ (EN 10083 / ISO 683-1)
Makine imalatının temel taşıdır. Sertleşebilirlik (Hardenability) bu grubun en kritik verisidir. Yüksek mukavemet ve tokluk için Su Verme + Temperleme (QT) işlemi gırır.
Kaliteler: 4140 (42CrMo4), 4340 (34CrNiMo6), 5140 (41Cr4).
3. SEMENTASYON ÇELİKLERİ (EN 10084)
Düşük karbonlu, yüzeyde yüksek karbon emdirilerek sertlik (58-62 HRC) kazanan Çeliklerdir.
4. TAKIM ÇELİKLERİ (EN ISO 4957)
Kalıpıılık ve kesme teknolojileri için üretilen, aşınma direnci en üst dızey gruptur.
- 1. Soğuk İş: 1.2379 (D2). Yüksek aşınma direnci için %12 Krom içerir.
- 2. Sıcak İş: 1.2344 (H13). 600İC'ye kadar sertliçini korur, alüminyum enjeksiyon kalıplarında kullanılır.
- 3. Plastik Kalıp: 1.2738. Parlatılabilirlik ve homojen sertlik (pre-hardened) ın plandadır.
5. PASLANMAZ ÇELİKLER (EN 10088)
Korozyon direnci sağlayan Pasif Tabaka (Krom Oksit) yapısına sahip Çeliklerdir.
6. OTOMAT ÇELİKLERİ (EN 10087 / ISO 683-4)
Talaşlı imalat hızını artırmak için Kükürt (S) ve Kurşun (Pb) ilave edilmiı Çeliklerdir.
- 11SMn30 (1.0715): Standart otomat.
- 11SMnPb30 (1.0718): Kurşun ilavesiyle en yüksek işlenebilirlik.
7. ÖZEL UYGULAMA STANDARTLARI
Çelik Grupları ve Standartları Genel Tablosu
| Grup | Standart | Tipik Kaliteler | Temel özellik | Teknik Avantaj | Tipik Kullanım |
|---|---|---|---|---|---|
| Dövme Çelikler | EN 10250-2 / 10250-3 | C45, S355J2 42CrMo4, 34CrNiMo6 |
Serbest dövme (Open Die) ile büyük kesit üretim | Büyük kesitlerde homojen iç yapı. Kesit arttıkça mekanik değer korunumu | Büyük miller, flanılar, ağır makine parçaları |
| Islah Çelikleri (QT) | EN 10083 ISO 683-1 |
4140 (42CrMo4) 4340 (34CrNiMo6) 5140 (41Cr4) |
Su verme + temperleme | Yüksek mukavemet + tokluk. ASTM A304 Jominy bant içinde homojen sertlik | Mil, dişli, aks, makine şaftları |
| Sementasyon Çelikleri | EN 10084 | 16MnCr5 20MnCr5 18CrNiMo7-6 |
Düşük karbon + yüzey karbon emdirme | 58-62 HRC yüzey. Tok ıekirdek yapı | Diıliler, finansman parçaları |
| Takım Çelikleri | EN ISO 4957 | 1.2379 (D2) 1.2344 (H13) 1.2738 |
Yüksek alaşımlı, aşınma dirençli | Soğuk iç → yüksek aşınma. Sıcak iç → 600İC dayanım. Plastik kalıp → homojen pre-hard |
Kalıp, kesme bıçakları, enjeksiyon kalıpları |
| Paslanmaz Çelikler | EN 10088 | 1.4301 (304) 1.4401 (316) |
? %10.5 Cr içerir | Pasif krom oksit tabaka ile korozyon direnci | Gıda, kimya, denizcilik |
| Otomat Çelikleri | EN 10087 ISO 683-4 |
11SMn30 (1.0715) 11SMnPb30 (1.0718) |
S ve Pb katkılı | Yüksek talaş kırılabilirliği. Seri üretime uygun | Cıvata, başlantı elemanları |
| Isıya Dayanıklı Çelikler | EN 10269 | 21CrMoV5-7 | Creep dirençli | Yüksek sıcaklıkta mukavemet korunumu | Basınçlı kap, yüksek sıcaklık cıvataları |
| Rulman Çelikleri | ISO 683-17 | 100Cr6 | Yüksek karbon + Cr | Ekstrem saflık. Yüksek yorulma dayanımı | Rulman, bilye |
| Soğuk şekillendirme Çelikleri | EN 10263-3 | 20MnB4 | Bor alaşımlı | Soğuk ıekillendirmede çatlak direnci | Cıvata, somun teli |
| Nitrürleme Çelikleri | EN 10085 | 31CrMoV9 | Yüzey sertleştirme | 900-1100 HV yüzey sertliği. Düşük deformasyon | Dişli, mil, kalıp bileşenleri |
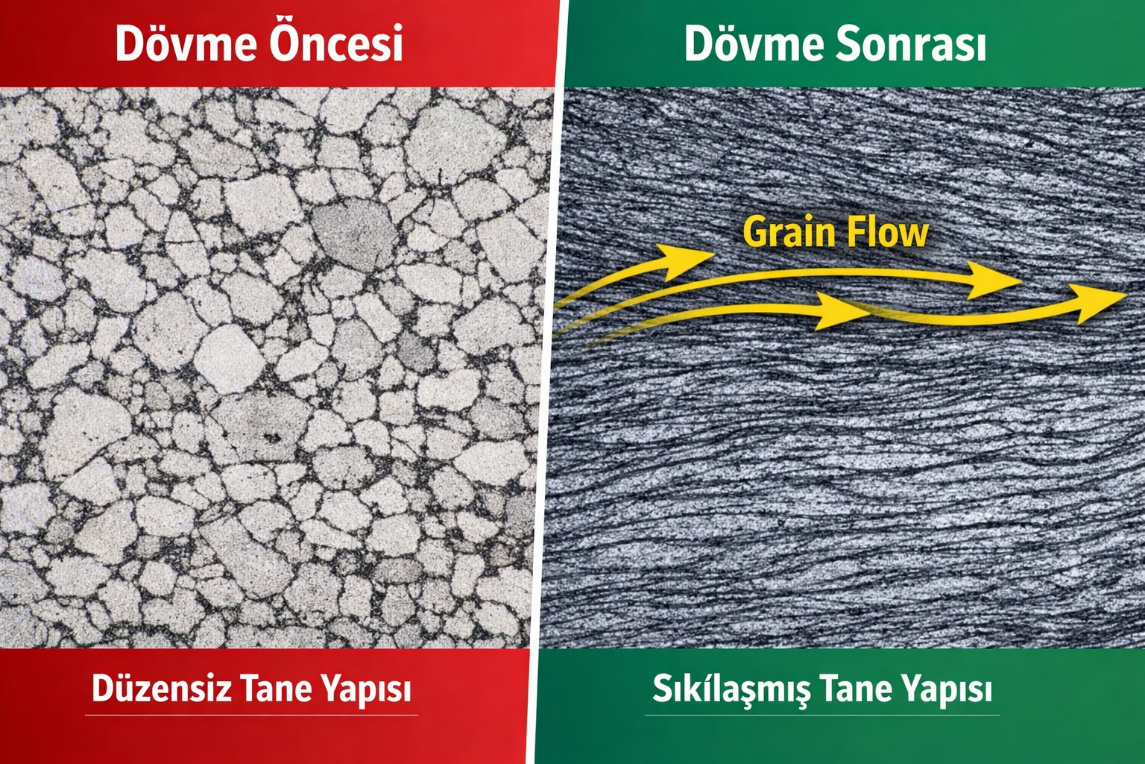
DÖVME vs HADDE ı TEKNİK KARŞILAŞTIRMA
| Parametre | Dövme (EN 10250) | Hadde |
|---|---|---|
| iç yapı | Yınlendirilmiı grain flow | Lineer lif yapısı |
| Büyük kesit homojenliği | ? Yüksek | ? Merkez segregasyon riski |
| Mekanik değer korunumu (kalın kesit) | ? Daha iyi | ? Kesit arttıkça dııebilir |
| Ultrasonik kalite | ? Daha kontrol edilebilir | Orta |
| Tane incelmesi | Pres deformasyonu ile | Hadde geıiçine bağlı |
| Büyük çap (>250mm) | ? Avantajlı | Sınırlı |
| Maliyet | Daha yüksek | Daha ekonomik |
| Tipik kullanım | Ağır sanayi milleri | Standart şaft ve çubuk |
Dövme (özellikle EN 10250 kapsamında üretilen malzemeler), büyük kesitlerde daha homojen iç yapı, daha iyi mekanik değer korunumu ve daha kontrollı ultrasonik kalite sunduıu için ağır sanayi milleri gibi kritik uygulamalarda avantaj sağlar. Hadde malzemeler ise daha ekonomik olup standart şaft ve çubuk uygulamalarında yaygın tercih edilir; ancak kesit bıyıdıkıe merkez segregasyonu ve mekanik değer dıııiç riski artabilir.
B) Boyut ve Tolerans Standartları
🔥 I) SICAK HADDELENMİŞ ÇUBUKLAR
(EN 10058 / 10059 /
10060 / 10061)
🔴 1️⃣ EN 10058 – Lama Çubuk
📌 Ölçü Aralığı: Kalınlık 3 – 60 mm / Genişlik 10 – 200 mm
ÖLÇÜ TOLERANSLARI
| Genişlik b (mm) | Sınır Sapması (mm) | Kalınlık t (mm) | Sınır Sapması (mm) |
|---|---|---|---|
| 10 ≤ w ≤ 40 | ± 0,75 | t ≤ 20 | ± 0,50 |
| 40 < w ≤ 80 | ± 1,00 | 20 < t ≤ 40 | ± 1,00 |
| 80 < w ≤ 100 | ± 1,50 | 40 < t ≤ 80 | ± 1,50 |
| 100 < w ≤ 120 | ± 2,00 | ||
| 120 < w ≤ 150 | ± 2,50 |
* Sipariş verirken, izin verilen sapmaların toplam aralıkları, mutabakatla, tamamen artı (+) ölçüde
olabilir.
** Yoğunluk 7,85 kg/dm³ kullanılarak hesaplanmıştır.
BOY TOLERANSLARI
| Uzunluk Tipi* | Aralık (mm) | Sınır Sapması** |
|---|---|---|
| Üretim Uzunluğu | Sipariş kalemi başına 2.000 aralığı ile 3.000'den 13.000'e kadar | Tedarik edilen çubukların % 10'u sipariş edilen aralık için minimum değerin altında olabilir ancak, aralığın minimum değerinin % 75'inden az olmamak şartıyla. |
| Sabit Uzunluk | 3.000'den 13.000'e kadar | ± 100 mm |
| Kesin Uzunluk | < 6.000 | ± 25 mm |
| 6000 ≥ L ≤ 13000 | ± 50 mm |
* Alıcı, sorgularken gerekli uzunluk tipini ve gerekli uzunluk aralığını veya gerekli uzunluğu
belirtmelidir.
** Talep ve sipariş sırasında mutabık kalınması halinde, ürünler üst sınırlarda teslim edilebilir.
DOĞRUSALLIK (q) TOLERANSLARI
| Nominal Kesit | Tolerans |
|---|---|
| (b × t) ≤ 1000 mm² | q ≤ 0,40 × L |
| 1000 mm² < (b × t) | q ≤ 0,25 × L |
ŞEKİL KAÇIKLIĞI (u) TOLERANSLARI
| Anma Ölçüsü (mm) | u |
|---|---|
| 10 < t ≤ 25 | 2,25 mm |
| 25 < t ≤ 40 | 3,00 mm |
| 40 < t ≤ 80 | 4,50 mm |
a = t (mm)
🔴 2️⃣ EN 10059 – Kare Çubuklar
📌 Kenar Ölçü Aralığı: Minimum 5 mm / Maksimum 200 mm
Tolerans
| Çap Ölçüsü (mm) | Normal Sınır Sapması (mm) | Kütle (kg/m) | Kesit Alanı (cm²) | Çap Ölçüsü (mm) | Normal Sınır Sapması (mm) | Kütle (kg/m) | Kesit Alanı (cm²) | |
|---|---|---|---|---|---|---|---|---|
| 8,00 | ± 0,40 | 0,50 | 0,64 | 40,00 | ± 0,80 | 12,60 | 12,60 | |
| 10,00 | ± 0,40 | 0,79 | 1,00 | 45,00 | ± 0,80 | 15,90 | 15,90 | |
| 12,00 | ± 0,40 | 1,13 | 1,44 | 50,00 | ± 0,80 | 19,60 | 19,60 | |
| 13,00 | ± 0,40 | 1,33 | 1,69 | 55,00 | ± 1,00 | 23,70 | 23,70 | |
| 14,00 | ± 0,40 | 1,54 | 1,96 | 60,00 | ± 1,00 | 28,30 | 28,30 | |
| 15,00 | ± 0,50 | 1,77 | 2,25 | 65,00 | ± 1,00 | 33,20 | 33,20 | |
| 16,00 | ± 0,50 | 2,01 | 2,56 | 70,00 | ± 1,00 | 38,50 | 38,50 | |
| 18,00 | ± 0,50 | 2,54 | 3,24 | 75,00 | ± 1,00 | 44,20 | 44,20 | |
| 20,00 | ± 0,50 | 3,14 | 4,00 | 80,00 | ± 1,00 | 50,20 | 50,20 | |
| 22,00 | ± 0,50 | 3,80 | 4,84 | 90,00 | ± 1,00 | 63,60 | 63,60 | |
| 24,00 | ± 0,50 | 4,52 | 5,76 | 100,00 | ± 1,30 | 78,50 | 78,50 | |
| 25,00 | ± 0,50 | 4,91 | 6,25 | 110,00 | ± 1,50 | 95,00 | 95,00 | |
| 26,00 | ± 0,60 | 5,31 | 6,76 | 120,00 | ± 1,50 | 143,00 | 113,00 | |
| 28,00 | ± 0,60 | 6,15 | 7,84 | 130,00 | ± 1,80 | 138,00 | 133,00 | |
| 30,00 | ± 0,60 | 7,07 | 9,00 | 140,00 | ± 1,80 | 154,00 | 154,00 | |
| 32,00 | ± 0,60 | 8,04 | 10,20 | 150,00 | ± 1,80 | 177,00 | 177,00 | |
| 35,00 | ± 0,60 | 9,62 | 12,30 | |||||
* Sipariş verirken, izin verilen sapmaların toplam aralıkları, mutabakatla tamamen artı (+) ölçüde
olabilir.
** Yoğunluk 7,85 kg/dm³ kullanılarak hesaplanmıştır.
EĞİLME
| Anma Ölçüsü (mm) | Radyus |
|---|---|
| 8 < a ≤ 14 | 4 °/m (max. 24° ile) |
| 14 < a ≤ 50 | 3 °/m (max. 18° ile) |
| 50 < a | 3 °/m (max. 15° ile) |
BOY TOLERANSLARI
| Uzunluk Tipi* | Aralık (mm) | Sınır Sapması** |
|---|---|---|
| Üretim Uzunluğu | Sipariş kalemi başına 2.000 aralığı ile 3.000'den 13.000'e kadar. | Tedarik edilen çubukların % 10'u sipariş edilen aralık için minimum değerin altında olabilir ancak, aralığın minimum değerinin % 75'inden az olmamak şartıyla. |
| Sabit Uzunluk | 3.000'den 13.000'e kadar | ± 100 mm |
| Kesin Uzunluk | < 6.000 | ± 25 mm |
| 6.000 ≥ L ≤ 13.000 | ± 50 mm |
* Alıcı, sorgularken gerekli uzunluk tipini ve gerekli uzunluk aralığını veya gerekli
uzunluğu
belirtmelidir.
** Talep ve sipariş sırasında mutabık kalınması halinde, ürünler üst sınırlarda teslim
edilebilir.
DOĞRUSALLIK (q) TOLERANSLARI
| Anma Çapı (mm) | Tolerans |
|---|---|
| a ≤ 25 | - |
| 25 < a ≤ 80 | q ≤ 0,40 × L |
| 80 < a | q ≤ 0,25 × L |
KÖŞE RADYUS (r) TOLERANSLARI
| Anma Ölçüsü (mm) | Radyus |
|---|---|
| 8 ≤ a ≤ 12 | r ≤ 1,00 mm |
| 12 < a ≤ 20 | r ≤ 1,50 mm |
| 20 < a ≤ 30 | r ≤ 2,00 mm |
| 30 < a ≤ 50 | r ≤ 2,50 mm |
| 50 < a ≤ 100 | r ≤ 3,00 mm |
| 100 < a ≤ 150 | r ≤ 4,00 mm |
ŞEKİL KAÇIKLIĞI (u) TOLERANSLARI
| Anma Ölçüsü (mm) | u |
|---|---|
| a ≤ 50 | 1,50 mm |
| 50 < a ≤ 75 | 2,25 mm |
| 75 < a ≤ 100 | 3,00 mm |
| 100 < a ≤ 150 | 4,50 mm |
🔴 3️⃣ EN 10060 – Yuvarlak Çubuklar
📌 Nominal Çap Aralığı: Minimum 5 mm / Maksimum 250 mm
(Not: 250 mm üzeri genelde EN 10250 dövme kapsamına girer)
Çap Tolerans Sınıfları
| Çap Ölçüsü (mm) | Normal Sınır Sapması (mm) | Kütle (kg/m) | Kesit Alanı (cm²) | Çap Ölçüsü (mm) | Normal Sınır Sapması (mm) | Kütle (kg/m) | Kesit Alanı (cm²) | |
|---|---|---|---|---|---|---|---|---|
| 10,00 | ± 0,40 | 0,62 | 0,79 | 65,00 | ± 1,00 | 26,00 | 33,20 | |
| 12,00 | ± 0,40 | 0,88 | 1,13 | 70,00 | ± 1,00 | 30,20 | 38,50 | |
| 13,00 | ± 0,40 | 1,04 | 1,33 | 73,00 | ± 1,00 | 32,90 | 41,90 | |
| 14,00 | ± 0,40 | 1,21 | 1,54 | 75,00 | ± 1,00 | 34,70 | 44,20 | |
| 15,00 | ± 0,40 | 1,39 | 1,77 | 80,00 | ± 1,00 | 39,50 | 50,30 | |
| 16,00 | ± 0,50 | 1,58 | 2,01 | 85,00 | ± 1,30 | 44,50 | 56,70 | |
| 18,00 | ± 0,50 | 2,00 | 2,54 | 90,00 | ± 1,30 | 49,90 | 63,60 | |
| 19,00 | ± 0,50 | 2,23 | 2,84 | 95,00 | ± 1,30 | 55,60 | 70,90 | |
| 20,00 | ± 0,50 | 2,47 | 3,14 | 100,00 | ± 1,30 | 61,70 | 78,50 | |
| 22,00 | ± 0,50 | 2,98 | 3,80 | 105,00 | ± 1,50 | 68,00 | 86,60 | |
| 24,00 | ± 0,50 | 3,55 | 4,52 | 110,00 | ± 1,50 | 74,60 | 95,00 | |
| 25,00 | ± 0,50 | 3,85 | 4,91 | 115,00 | ± 1,50 | 81,50 | 104,00 | |
| 26,00 | ± 0,60 | 4,17 | 5,31 | 120,00 | ± 1,50 | 88,80 | 113,00 | |
| 27,00 | ± 0,60 | 4,49 | 5,73 | 125,00 | ± 2,00 | 96,30 | 123,00 | |
| 28,00 | ± 0,60 | 4,83 | 6,16 | 130,00 | ± 2,00 | 104,00 | 133,00 | |
| 30,00 | ± 0,60 | 5,55 | 7,07 | 135,00 | ± 2,00 | 112,00 | 143,00 | |
| 32,00 | ± 0,60 | 6,31 | 8,04 | 140,00 | ± 2,00 | 121,00 | 154,00 | |
| 35,00 | ± 0,60 | 7,55 | 9,62 | 145,00 | ± 2,00 | 130,00 | 165,00 | |
| 36,00 | ± 0,80 | 7,99 | 10,20 | 150,00 | ± 2,00 | 139,00 | 177,00 | |
| 38,00 | ± 0,80 | 8,90 | 11,30 | 155,00 | ± 2,00 | 148,00 | 189,00 | |
| 40,00 | ± 0,80 | 9,86 | 12,60 | 160,00 | ± 2,00 | 158,00 | 201,00 | |
| 42,00 | ± 0,80 | 10,90 | 13,90 | 165,00 | ± 2,50 | 168,00 | 214,00 | |
| 45,00 | ± 0,80 | 12,50 | 15,90 | 170,00 | ± 2,50 | 178,00 | 227,00 | |
| 48,00 | ± 0,80 | 14,20 | 18,10 | 175,00 | ± 2,50 | 189,00 | 241,00 | |
| 50,00 | ± 0,80 | 15,40 | 19,60 | 180,00 | ± 2,50 | 200,00 | 254,00 | |
| 52,00 | ± 1,00 | 16,70 | 21,20 | 190,00 | ± 2,50 | 223,00 | 284,00 | |
| 55,00 | ± 1,00 | 18,70 | 23,80 | 200,00 | ± 2,50 | 247,00 | 314,00 | |
| 60,00 | ± 1,00 | 22,20 | 28,30 | 220,00 | ± 3,00 | 298,00 | 380,00 | |
| 63,00 | ± 1,00 | 24,50 | 31,20 | 250,00 | ± 4,00 | 385,00 | 491,00 |
250 mm'den büyük çaplar, ± 6,0 mm'lük sınır sapması ile tedarik edilebilir.*
Sipariş verirken, izin verilen sapmaların toplam aralıkları, mutabakatla, tamamen artı (+) ölçüde
olabilir.
*Yoğunluk 7,85 kg/dm³ kullanılarak hesaplanmıştır.
BOY TOLERANSLARI
| Uzunluk Tipi* | Aralık (mm) | Sınır Sapması** |
|---|---|---|
| Üretim Uzunluğu | Sipariş kalemi başına 2.000 aralığı ile 3.000'den 13.000'e kadar. | Tedarik edilen çubukların % 10'u sipariş edilen aralık için minimum değerin altında olabilir ancak, aralığın minimum değerinin % 75'inden az olmamak şartıyla. |
| Sabit Uzunluk | 3.000'den 13.000'e kadar | ± 100 mm |
| Kesin Uzunluk | < 6.000 | ± 25 mm |
| 6000 ≥ L ≤ 13000 | ± 50 mm |
* Alıcı, sorgularken gerekli uzunluk tipini ve gerekli uzunluk aralığını veya gerekli uzunluğu
belirtmelidir.
** Talep ve sipariş sırasında mutabık kalınması halinde, ürünler üst sınırlarda teslim edilebilir.
DOĞRUSALLIK (q) TOLERANSLARI
| Anma Çapı (mm) | Tolerans |
|---|---|
| d ≤ 25 | - |
| 25 < d ≤ 80 | q ≤ %0,40 × L |
| 80 < d ≤ 250 | q ≤ %0,25 × L |
OVALİTE
Yuvarlaklıktaki sapma, Çap Toleranslarında verilen tolerans aralığının % 75'ini geçmemelidir.
🔴 4️⃣ EN 10061 – Altıköşe Çubuk
📌 Anahtar Ağzı Ölçüsü: Minimum 8 mm / Maksimum 100 mm
ÖLÇÜ TOLERANSLARI
| Anahtar Genişliği s (mm) | Sınır Sapması (mm) | |
|---|---|---|
| 13 ≤ s ≤ 15 | ± 0,40 | |
| 16 ≤ s ≤ 23,50 | ± 0,50 | |
| 25,50 ≤ s ≤ 33,50 | ± 0,60 | |
| 35,50 ≤ s ≤ 47,50 | ± 0,80 | |
| 52 ≤ s ≤ 78 | ± 1,00 | |
| 83 ≤ s ≤ 98 | ± 1,30 | |
| 103 | ± 1,50 |
Sipariş verirken, izin verilen sapmaların toplam aralıkları, mutabakatla, tamamen artı (+) ölçüde
olabilir.
*Yoğunluk 7,85 kg/dm³ kullanılarak hesaplanmıştır.
BOY TOLERANSLARI
| Uzunluk Tipi* | Aralık (mm) | Sınır Sapması** |
|---|---|---|
| Üretim Uzunluğu | Sipariş kalemi başına 2.000 aralığı ile 3.000'den 13.000'e kadar. | Tedarik edilen çubukların % 10'u sipariş edilen aralık için minimum değerin altında olabilir ancak, aralığın minimum değerinin % 75'inden az olmamak şartıyla. |
| Sabit Uzunluk | 3.000'den 13.000'e kadar | ± 100 mm |
| Kesin Uzunluk | < 6.000 | ± 25 mm |
| 6000 ≥ L ≤ 13000 | ± 50 mm |
* Alıcı, sorgularken gerekli uzunluk tipini ve gerekli uzunluk aralığını veya gerekli uzunluğu
belirtmelidir.
* Talep ve sipariş sırasında mutabık kalınması halinde, ürünler üst sınırlarda teslim edilebilir.
DOĞRUSALLIK (q) TOLERANSLARI
| Anma Ölçüsü s | Tolerans |
|---|---|
| s ≤ 39,50 mm | - |
| 39,50 < s ≤ 83,00 | q ≤ %0,40 × L |
| 83,00 < s ≤ 103,00 | q ≤ %0,25 × L |
KÖŞE RADYUS (r) TOLERANSLARI
| Anma Ölçüsü (mm) | Radyus |
|---|---|
| s ≤ 20,00 | r ≤ 1,50 mm |
| 20,00 < s ≤ 28,50 | r ≤ 2,00 mm |
| 28,50 < s ≤ 48,00 | r ≤ 2,50 mm |
| 48,00 < s ≤ 83,00 | r ≤ 3,00 mm |
| 83,00 < s ≤ 103,00 | r ≤ 3,50 mm |
II) SOĞUK ÇEKİLMİŞ ÇUBUKLAR
🔵 1️⃣ EN 10278 – Boyut Toleransları
Şekil ve Boyut Toleransları
Boyut toleransları sipariş sırasında alıcı tarafından belirtilmeli ve Tablo 1’de verildiği gibi ISO 286-2’ye göre belirlenmelidir.
Sipariş sırasında aksi belirtilmedikçe boyut toleransları aşağıda belirtildiği şekilde olmalıdır:
- a) Soğuk Çekilmiş yuvarlak çubuklar veya tornalanmış çubuklar: (Tablo 2) h10,
- b) Altıköşe ve dörtköşe soğuk çekilmiş çubuklar için: Tablo 1 ve Tablo 2’ye göre ölçüleri ≤ 80 mm için h11, ölçüleri > 80 mm için h12,
- c) Taşlanmış mamulleri için: Tablo 1 ve Tablo 2’ye göre h9,
Muayene ve Deneyler
Boyutsal muayene aşağıdaki şekilde yapılmalıdır:
a) Yuvarlak çubuklar için: Çubuğun ucundan en az 150 mm mesafede,
b) Kesilmiş uzunluktaki yuvarlak çubuklar için : Çubuğun ucundan en az 10 mm mesafede,
c) Yuvarlak şekilli olmayan çubuklar için : Çubuğun ucundan en az 25 mm mesafeden.
Doğrusallık Toleransı
Tablo 3'te belirtilen toleranslar uygulanır.
Uzunluk Tipleri ve Uzunluk Toleransları
Sipariş sırasında aksi belirtilmedikçe uzunlukları ve uzunluk toleransları Tablo 4’te belirtildiği şekilde olmalıdır.
Tablo: 1 Yapılan İşleme Göre Tolerans Sınıfı (ISO 286-2)
| Yapılan İşlem | h6 | h7 | h8 | h9 | h10 | h11 | h12 |
|---|---|---|---|---|---|---|---|
| Soğuk Çekilmiş | Y | Y | Y, D, A | Y, D, A | |||
| Tornalanmış | Y | Y | Y | Y | |||
| Taşlanmış | Y | Y | Y | Y | Y | Y | Y |
| Parlatılmış | Y | Y | Y | Y | Y | Y | Y |
Y = Yuvarlak, D = Dörtköşe, A = Altıköşe
Tablo - 2: ISO 286-2'ye Göre Tolerans Sınıfları
| Anma Ölçüsü d (mm) | h6 | h7 | h8 | h9 | h10 | h11 | h12 |
|---|---|---|---|---|---|---|---|
| 1 < d ≤ 3 | +0 / -0,006 | +0 / -0,010 | +0 / -0,014 | +0 / -0,025 | +0 / -0,040 | +0 / -0,060 | +0 / -0,100 |
| 3 < d ≤ 6 | +0 / -0,008 | +0 / -0,012 | +0 / -0,018 | +0 / -0,030 | +0 / -0,048 | +0 / -0,075 | +0 / -0,120 |
| 6 < d ≤ 10 | +0 / -0,009 | +0 / -0,015 | +0 / -0,022 | +0 / -0,036 | +0 / -0,058 | +0 / -0,090 | +0 / -0,150 |
| 10 < d ≤ 18 | +0 / -0,011 | +0 / -0,018 | +0 / -0,027 | +0 / -0,043 | +0 / -0,070 | +0 / -0,110 | +0 / -0,180 |
| 18 < d ≤ 30 | +0 / -0,013 | +0 / -0,021 | +0 / -0,033 | +0 / -0,052 | +0 / -0,084 | +0 / -0,130 | +0 / -0,210 |
| 30 < d ≤ 50 | +0 / -0,016 | +0 / -0,025 | +0 / -0,039 | +0 / -0,062 | +0 / -0,100 | +0 / -0,160 | +0 / -0,250 |
| 50 < d ≤ 80 | +0 / -0,019 | +0 / -0,030 | +0 / -0,046 | +0 / -0,074 | +0 / -0,120 | +0 / -0,190 | +0 / -0,300 |
| 80 < d ≤ 120 | +0 / -0,022 | +0 / -0,035 | +0 / -0,054 | +0 / -0,087 | +0 / -0,140 | +0 / -0,220 | +0 / -0,350 |
| 120 < d ≤ 180 | +0 / -0,025 | +0 / -0,040 | +0 / -0,063 | +0 / -0,100 | +0 / -0,160 | +0 / -0,250 | +0 / -0,400 |
| 180 < d ≤ 200 | +0 / -0,029 | +0 / -0,046 | +0 / -0,072 | +0 / -0,115 | +0 / -0,185 | +0 / -0,290 | +0 / -0,460 |
Tablo - 3: Doğrusallık Toleransı
| Mamul Şekli | Çelik Grubu | Anma Ölçüsü | Max. Sapma (mm) |
|---|---|---|---|
| Yuvarlak | < %0,25 C | - | 1,00 |
| ≥ %0,25 C, alaşımlı çelikler, ıslah çelikleri | - | 1,50 | |
| Paslanmaz Çelikler, Rulman Çelikleri, Takım Çelikleri | - | 1,00 | |
| Dörtköşe ve Altıköşe | < %0,25 C | d ≤ 75 mm | 1,00 |
| ≥ %0,25 C, alaşımlı çelikler, ıslah çelikleri | d ≤ 75 mm | 2,00 | |
| Paslanmaz Çelikler, Rulman Çelikleri, Takım Çelikleri | d ≤ 75 mm | 1,00 | |
| < %0,25 C | d > 75 mm | 1,50 | |
| ≥ %0,25 C, alaşımlı çelikler, ıslah çelikleri | d > 75 mm | 2,50 | |
| Paslanmaz Çelikler, Rulman Çelikleri, Takım Çelikleri | d > 75 mm | 1,50 |
Tablo - 4: Uzunluk Tipleri ve Uzunluk Toleransları
| Uzunluk Tipi | Uzunluk (mm) | Uzunluk Toleransı (mm) | Sipariş Esnasında Belirtilmesi Gereken |
|---|---|---|---|
| İmalat Uzunluğu | 3.000 - 9.000* | ± 500 | Talep Edilen Uzunluk* |
| Arz Uzunluğu | 3.000* veya 6.000* | - 0 / 200 | Örn.: 6.000mm |
| Kesilmiş Uzunluk | 9.000'e kadar | Özelliklere ±5 tolerans dahilinde uygun | Uzunluk ve Tolerans |
Kısa Çubuklar: Her paket belli bir yüzde kısa çubuk içerebilir.
• Ölçüler ≤ 25mm: Yüzdesi en fazla %5, kısa çubukların uzunlukları sipariş edilen anma
uzunluğunun en az üçte ikisi,
• Ölçüler > 25mm: Yüzdesi en fazla %10, kısa çubukların uzunlukları sipariş edilen anma
uzunluğunun en az üçte ikisi,
Sipariş sırasında özellikle belirtildiğinde paketler kısa çubuk içermeksizin teslim edilir.
🏭 “Mert Çelik olarak EN 10058–61 sıcak haddelenmiş ve EN 10278 tolerans sınıflı soğuk çekilmiş ürünlerimiz, talep halinde h6 hassasiyet seviyesine kadar boyutsal doğruluk sunabilmektedir.”
C) MUAYENE & TEST STANDARTLARI
1️⃣ EN 10204 – Muayene Belge Sistemi
Çelik ürünlerde en kritik kalite standardıdır.
| Belge Tipi | Tanım | Test Sonucu İçerir mi? | Bağımsız Onay |
|---|---|---|---|
| 2.1 | Uygunluk Beyanı | ✖ | ✖ |
| 2.2 | Test Raporu | Genel | ✖ |
| 3.1 | Muayene Sertifikası | ✓ Parti bazlı | Üretici kalite sorumlusu |
| 3.2 | Muayene Sertifikası | ✓ Parti bazlı | ✓ 3. taraf gözetimi |
Kritik Not: 3.1 sertifikasında testi yapan kişi, üretim sürecinden bağımsız bir kalite sorumlusu olmalıdır. 3.2 ise nükleer, savunma ve yüksek basınçlı kaplar için zorunludur.
📑 2️⃣ EN 10168 – Muayene Dokümantasyon Yapısı
EN 10204 belgesinin nasıl düzenleneceğini tanımlar.
📌 Doküman Kodlama Sistemi: EN 10204 sertifikasındaki o karmaşık harf ve rakam
kombinasyonlarının anlamı bu standarttadır. İhracat yapan firmalar için bu kodlama sistemine
uyum
zorunludur.
- A: Ticari bilgiler (Alıcı, satıcı, sipariş no).
- B: Ürün tanımı (Boyutlar, şekil, ağırlık).
- C: Kimyasal Analiz (C01-C99 arası element dağılımı).
- D: Mekanik Testler (Çekme, akma, sertlik, darbe testi).
- E: NDT Testleri (Ultrasonik, Manyetik, Penetrant).
- Z: Onay ve mühürler.
🔊 3️⃣ EN 10228-3
Dövme millerde ve bloklarda iç süreksizliklerin (boşluk, çatlak) tespiti için kullanılır.
| Muayene Sınıfı | Hassasiyet | Kullanım Alanı |
|---|---|---|
| Quality Class 1 | En Düşük | Genel mühendislik parçaları |
| Quality Class 2 | Orta | Standart makine şaftları |
| Quality Class 3 | Yüksek | Dinamik yüklü parçalar, dişliler |
| Quality Class 4 | En Yüksek | Havacılık, türbin milleri, kritik basınçlı kaplar |
🔹 Kontrol Edilen Hatalar: İç boşluk, Segregasyon, Çatlak, İnklüzyon kümeleri, Laminer hatalar.
📡 4️⃣ EN 10308 – Ultrasonik Muayene (Çubuklar)
Sıcak haddelenmiş yuvarlak çeliklerin iç yapısını denetler. Genellikle Ø10 mm ile Ø250 mm arası
çubuklara uygulanır.
• Class 1 & 2: Genel yapısal çelikler için yeterlidir.
• Class 3 & 4: Otomotiv ve savunma sanayi için kritik parçalarda (örneğin aks
milleri) istenir.
📌 Çap Sınırları: Genellikle Ø20 mm – Ø250 mm arası uygulanır.
🔍 5️⃣ EN 10221 – Yuvarlak Çubuk Yüzey Kalite Sınıfları
Çelik çubuğun yüzeyindeki çatlak veya hadde izinin ne kadar derin olabileceğini belirler. d nominal çapı temsil eder.
| Sınıf | Max. Hata Derinliği (mm) | Örnek: Ø100 mm Çubukta Max. Hata |
|---|---|---|
| Class A | 0.2 mm + 0.01.d | 1.2 mm |
| Class B | 0.15 mm + 0.005.d | 0.65 mm |
| Class C | 0.1 mm + 0.003.d | 0.4 mm |
| Class D | Tamamen hatasız yüzey (taşlanmış/soyulmuş) | 0.0 mm |
🔹 Kontrol Edilen Yüzey Hataları: Hadde izi, Yüzey çatlağı, Katmer, Kabuk, Oksit kalıntısı.
🧲 6️⃣ EN ISO 9934 – Manyetik Parçacık Muayenesi (MT)
Yüzey ve yüzeye yakın çatlakları tespit eder. Yüzey çatlaklarını yakalamada en hassas yöntemdir.
🔹 Test Tipleri / Uygulama: Parça manyetize edilir ve üzerine demir tozu (kuru veya
ıslak floresan) dökülür.
Neyi Yakalar? Taşlama yanıkları, ısıl işlem çatlakları ve dövme katmerleri.
📊 7️⃣ YÜZEY ÇATLAK KONTROL SINIFLARI
🔵 EN 10277 – Teslim Koşulları
Çekilmiş mamullerin yüzeyi düzgün olmalı ve tufal ihtiva etmemelidir. Son ısıl işlem görmüş mamülde yüzey tabakası kalkmış durumunda olmamalı, ancak bunların yüzeyinin rengi değişmiş veya kararmış olabilir. Mamulde izole gözenekler, küçük çukurlar ve yarıklar bulunabilir. Yuvarlak mamullerde bunların derinlikleri gerçek çaplarından ölçülen sipariş toleransının %50’sinden fazla olmamalıdır.
Altıgenlerde, karelerde, yassılarda ve özel kesitli profillerde, imalâttan kaynaklanan nedenlerden dolayı, yuvarlak kesitli mamullerle aynı yüzey kalitesine ulaşılamaz. Altıgen, kare ve yassılarda, gerçek boyutlardan ölçülen yüzey kusur derinlikleri ISO - tolerans h11’den daha büyük olmamalıdır.
📌 Yüzey Çatlak Kontrol Sınıfları: Sıcak haddelenmiş mamullerin imalâtları
sırasında yüzey kusurlarından tamamen arındırmanın mümkün olmadığı için ve bu kusurların çekme
sırasında yüzeyde kalmasından dolayı, yüzey kalitesi ile ilgili anlaşma yapılmalıdır. Mamulün
yüzey kalitesi, Çizelge 1’de verilen sınıflardan birine uygun olmalıdır. Sipariş sırasında bir
anlaşma yapılmamışsa, imalâtçı yüzey kalitesi Sınıf 1’e göre teslimat yapılmalıdır.
Yassılar ve kareler için çapı 20 mm’den ve altıgen kesitli malzemelerde 50 mm’den daha büyük
olduğunda, yüzey hatalarının en büyük muhtemel derinliği sipariş sırasında belirlenmelidir.
Not – Yüzeye otomatik deney uygulandığında çubuğun her iki ucundan 50 mm deneye dahil
edilmez.
Yüzey kusurları, kusurlu bölge yüzeyden kaldırılmadan giderilmez. Teknik olarak imalâtta çatlak
içermeyen mamul sadece tornalanmış ve/veya taşlanmış durumda mümkündür.
Çizelge 1 – Yüzey kalitesi sınıfları
| Durum | Sınıf | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Müsaade edilen kusur derinliği | d ≤ 15 mm için en büyük 0,3 mm; 15 < d ≤ 100 mm için en büyük 0,02.d |
d ≤ 15 mm için en fazla 0,3 mm; 15 < d ≤ 75 mm için en büyük 0,02.d; d > 75 mm için en büyük 1,5 mm |
d ≤ 20 mm için en fazla 0,2 mm; 20 < d ≤ 75 mm için en fazla 0,01 d; d > 75 mm için en fazla 0,75 mm |
Teknik olarak imalâtta çatlak içermeyen |
| Teslimatta belirtilen kusur seviyesini aşan azami % ağırlık | %4 | % 1 | % 1 | % 0,2 |
| Mamul formu 2) | ||||
| Yuvarlak | + | + | + | + |
| Kare | + | + (d ≤ 20 mm için) 4) | - | - |
| Altıgen | + | + (d ≤ 50 mm için) 4) | - | - |
| Yassı | + 3) | - | - | - |
2) (+) bu sınıfların mevcut olduğunu belirtir, (-) bu sınıfların mevcut olmadığını belirtir.
3) Söz konusu profille ilgili en büyük kusur derinliği (genişlik veya kalınlık).
4) Belirtildiği şekilde d > 20 mm veya d > 50 mm için girdap akım cihazı ile çatlak tespiti mümkün değildir.
Hata Payı: En yüksek toleransa sahiptir. Örneğin 50 mm bir milde 1 mm
derinliğe kadar yüzey hatasına izin verir.
Kullanım: Talaşlı imalat sonrası yüzeyin tamamen işleneceği veya yüzey
kalitesinin kritik olmadığı kaba konstrüksiyon parçaları.
Fark: Sınıf 1 ile benzer derinliklere izin verse de teslim edilen
partideki hatalı ürün oranının %1'i geçmemesini garanti eder.
Kullanım: Genel makine parçaları, şaftlar ve pimler.
Hata Payı: Çok daha sıkıdır. 50 mm bir milde hata derinliği 0,5 mm'yi
geçemez.
Kullanım: Yüzeyin doğrudan (işlenmeden) kullanılacağı yerler veya orta
şiddetli dinamik yüklere maruz kalan parçalar.
Durum: "Technically crack free" (Teknik olarak çatlaksız) kabul edilir.
Bu sınıfa ulaşmak için genellikle çeliklerin taşlanması (grinding) veya soyulması
(peeling) gerekir.
Kullanım: Havacılık, otomotiv emniyet parçaları (aks milleri,
direksiyon parçaları) ve yüksek devirli rulman yatakları.
💡 Teknik Notlar ve Püf Noktaları
- Görünmez Hatalar: Bu tablo sadece yüzeydeki derinliklerle ilgilidir. Yüzeyun pürüzsüz görünmesi altında çatlak olmadığı anlamına gelmez. Bu yüzden Sınıf 3 ve 4 ürünlerde genellikle Eddy Current (Girdap Akımları) veya Manyetik Parçacık Testi ile doğrulama istenir.
- Kare ve Altıköşe Kısıtı: Tabloda göreceğin üzere, Kare ve Altıköşe ürünlerde Sınıf 3 ve 4 genellikle mümkün değildir. Bunun sebebi köşeli geometrilerde çatlak kontrolünün ve hassas üretim tekniklerinin zorluğudur.
- Maliyet İlişkisi: Sınıf 1'den Sınıf 4'e geçtikçe maliyet logaritmik olarak artar. Eğer yüzeyi zaten 5 mm işleyecekseniz, Sınıf 4 malzeme satın almak gereksiz bir maliyettir.
D) TAHSİBATSIZ MUAYENE VE ÇATLAK KONTROL SINIFLARI
🔎 Tahribatsız Muayene (NDT)
Tahribatsız Muayene (Non-Destructive Testing – NDT),
malzemeye
zarar vermeden iç ve yüzey
hatalarının tespit edilmesini sağlayan kontrol yöntemlerini kapsar.
Amaç: İç
süreksizlikleri tespit etmek, yüzey çatlaklarını belirlemek, üretim
hatalarını erken aşamada yakalamak ve mekanik performans risklerini minimize etmek.
✒️ 1️⃣ Kullanılan Başlıca NDT Yöntemleri
| Yöntem | Kısaltma | Tespit Türü | Temel Uygulama Alanı |
|---|---|---|---|
| Ultrasonik Muayene | UT | İç Yapı | Dövme parçalar, haddelenmiş çubuklar, kaynak dikişleri. |
| Manyetik Parçacık | MT | Yüzey ve Yüzey Altı | Sadece ferromanyetik (mıknatıslanan) çelikler. |
| Sıvı Penetrant | PT | Sadece Yüzey | Paslanmaz çelik, alüminyum ve manyetik olmayan metaller. |
| Gözle Muayene | VT | Yüzeyel | Tüm parçaların genel kalite ve korozyon kontrolü. |
| Radyografik Muayene | RT | İç Yapı | Kaynaklı birleştirmeler ve döküm boşlukları (X-Ray). |
📡 2️⃣ Ultrasonik Muayene (UT) – İç Yapı Analizi
UT, yüksek frekanslı ses dalgalarının malzeme içinde
ilerlemesi
ve bir engelle karşılaştığında
geri yansıması prensibine dayanır.
📘 Referans Standartlar: EN 10228-3
(Dövme),
EN 10308 (Hadde), ISO 17640
(Kaynak).
- Non-metallic Inclusions: Metal dışı kalıntılar (en sık rastlanan iç hata).
- Segregasyon: Alaşım elementlerinin bölgesel toplanması.
- Laminasyon: Sac veya plakalarda katmanlaşma hatası.
- Shrinkage Cavities: Döküm veya ingot merkezli çekme boşlukları.
🔹 UT Muayene Sınıfları (EN 10228-3’e göre)
| Sınıf | Kayıt Eşiği (Flat Bottom Hole - FBH) | Kullanım Amacı |
|---|---|---|
| Class 4 | En Hassas (Küçük çaplı prob) | Havacılık, nükleer, ultra kritik miller. |
| Class 3 | Yüksek Hassasiyet | Basınçlı kaplar, ağır sanayi ana milleri. |
| Class 2 | Orta Hassasiyet | Genel makine imalatı, dişli taslakları. |
| Class 1 | Standart | Düşük gerilimli yapısal parçalar. |
🧲 3️⃣ Manyetik Parçacık Muayenesi (MT)
MT, parçanın manyetize edilmesi ve yüzeydeki çatlaklardan
sızan
manyetik akının tozlar
aracılığıyla görünür hale getirilmesidir.
📘 Güncel Referans: EN ISO 9934
- Isıl İşlem Çatlakları: Su verme (quenching) esnasındaki ani sıcaklık değişimi kaynaklı.
- Taşlama Yanıkları ve Çatlakları: Yanlış taşlama parametreleri nedeniyle yüzeyde oluşan kılcal çatlaklar.
- Yorulma (Fatigue) Çatlakları: Kullanım ömrünü tamamlamaya yakın parçalardaki başlangıçlar.
- Dövme Katmerleri (Laps): Malzemenin dövme sırasında üst üste binmesi.
🔴 4️⃣ ÇATLAK KONTROL SINIFLARI
Aşağıdaki tablo genel endüstri pratiğini temsil eder (proje bazlı değişebilir).
| Kabul Seviyesi | Tanımlama | İzin Verilen Doğrusal Belirti (L) |
|---|---|---|
| Quality Class 4 | Çok Kritik | L ≤ 2 mm (Genellikle taşlanmış yüzey) |
| Quality Class 3 | Kritik | L ≤ 5 mm |
| Quality Class 2 | Standart | L ≤ 8 mm |
| Quality Class 1 | Kaba | L ≤ 10 mm |
📊 5️⃣ Yüzey Hata Tipleri ve Risk Düzeyi
| Hata Tipi | Risk Düzeyi | Teknik Etki |
|---|---|---|
| Boyuna Çatlak | 🔴 Çok Yüksek | Çentik etkisi yaratarak parçayı ikiye böler. |
| Enine Çatlak | 🔴 Çok Yüksek | Burulma ve eğilme mukavemetlerini sıfırlar. |
| Dövme Katmeri (Lap) | 🟡 Yüksek | Yüzeyin altında gizli kalarak yorulmayı tetikler. |
| Karıncalanma (Pitting) | 🟠 Orta | Korozyonun başlangıcıdır, temizlenmelidir. |
| Tufal (Scale) | 🟢 Düşük | Genellikle talaşlı imalatla yok olur. |
🔍 6️⃣ İç Hata – Yüzey Hatası Karşılaştırması
| Parametre | UT | MT |
|---|---|---|
| İç Boşluk | ✓ | ✖ |
| İç Çatlak | ✓ | ✖ |
| Yüzey Çatlağı | Sınırlı | ✓ |
| Isıl İşlem Çatlağı | Kısmi | ✓ |
🏗 7️⃣ Uygulamaya Göre Önerilen NDT Kombinasyonu
Kritik bir parçada sadece tek test yöntemi seçmek genellikle yetersizdir.